中心制水机知识点分析
1.高刚度机头的设计加工中心主轴中心到Z轴滑动面的距离为267mm,小于300mm是的短距离设计。2.具有高预载的LM线性滑轨x轴和Y轴采用进口高精度LM直线滑轨。加工精度不仅容易控制,中大型铸件的加工也显示了其易用性。3.两段式ZF齿轮箱主轴采用两级变速齿轮箱,全密封油浸润滑。润滑油由油冷却器循环
了解详情
1.高刚度机头的设计加工中心主轴中心到Z轴滑动面的距离为267mm,小于300mm是的短距离设计。2.具有高预载的LM线性滑轨x轴和Y轴采用进口高精度LM直线滑轨。加工精度不仅容易控制,中大型铸件的加工也显示了其易用性。3.两段式ZF齿轮箱主轴采用两级变速齿轮箱,全密封油浸润滑。润滑油由油冷却器循环
了解详情
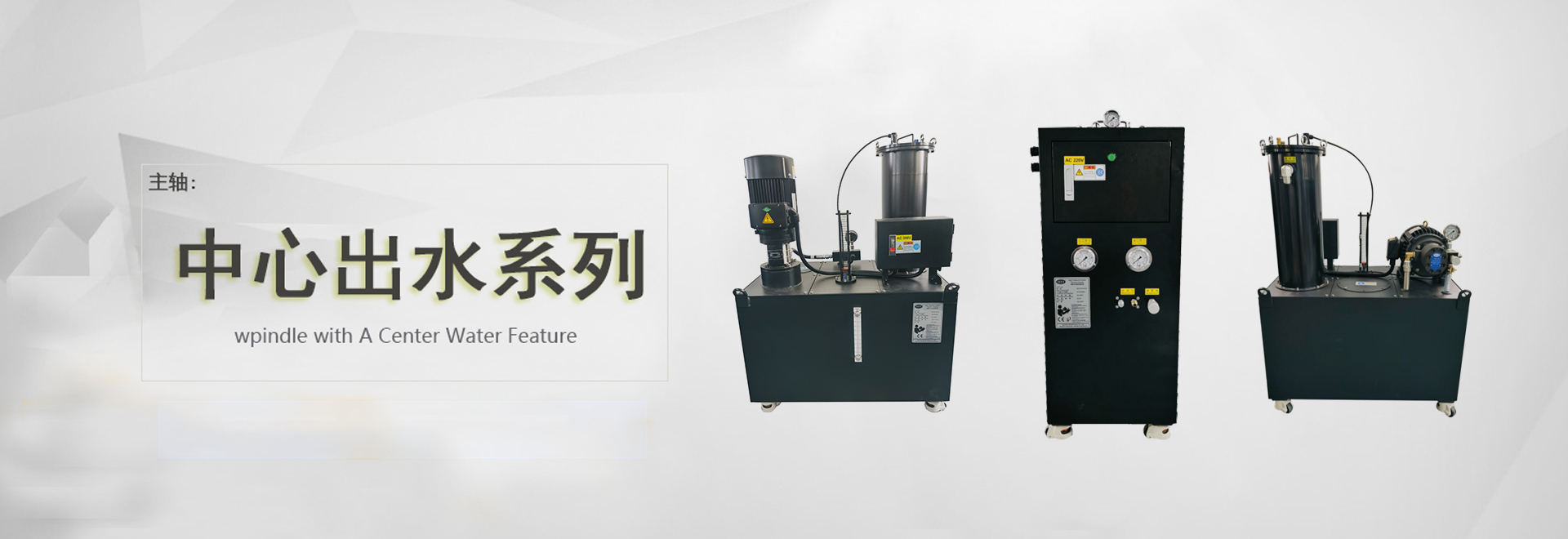
高压冷却过滤中心出水系统适用于德马吉机床、铸铁件或其他工件,精度在1微米至100微米,压力在15-70巴。出水后主轴中心和出水后机床主轴中心的优点。1.消除金属加工中铁屑缠绕刀具和工件的烦恼,避免铁屑缠绕零件和刀具,切割更顺畅;2.提高进给速度和切削速度,增加切削量,在生产中挖掘更多的生产力;3.减
了解详情
它是主轴数控加工中心的动力辅助装置,主轴带动工件旋转来加工旋转体的工件。是数控加工中心主轴高速高精度加工的重要保证,所以数控机床主轴故障的维修方法和数控加工中心操作人员和维修人员必须掌握的知识。我们知道,由于主轴运动方式和状态的不同,数控加工中心可以分为立式加工中心和卧式加工中心。不同类型的数控加工
了解详情1.效率提高高达50%节省电费。节省工具采购成本。节省人力成本节省空间成本2.刀具的使用寿命可提高10倍以上。3.解决工件或刀柄的切屑缠绕问题。4.提高加工零件的表面精度。提高线速度的原理切削工件会产生高温水蒸气,工件表面的水蒸气会隔离切削液的附着,导致对工件或刀具的冷却效果不足20%。只有将切削液
了解详情冷却塔利用蒸发原理,使表面积的水与量的空气接触,从而达到冷却水的目的。构成了冷却塔循环水质系统处理必须解决的四大问题:1 .空气带来的污染物;2.生物污染物;3.侵蚀;4.规模。浅层砂滤不使用化学药品,不造成二次公害,完全符合环保新趋势,但能解决以上四个水处理问题:1.空气传播的污染物这些污染物包括
了解详情消除金属加工中切屑缠绕的烦恼,防止铁屑缠绕在零件和工具上,生产更顺畅;提高切割速度,挖掘生产中更多的生产力;减少了刀具磨损。降低加工时高温产生的局部温度,延长刀具寿命。减少工具更换频率和工具消耗;提高质量稳定性,减少减废件的产生;提高零件表面光洁度,提高零件质量,提高产品的市场竞争力;加工中心主轴出
了解详情1.消除金属加工中铁屑缠绕刀具和工件的烦恼,避免铁屑缠绕零件和刀具,切割更顺畅;2.提高进给速度和切削速度,增加切削量,在生产中挖掘更多的生产力;3.减少了切削工具的磨损。尤其是断刀风险大大降低。降低加工时高温产生的局部温度,延长刀具寿命;4.降低工具更换频率、工具消耗、生产成本以及产品和零件的利润
了解详情1)采用定量泵,通过溢流阀调节压力;2)采用定量泵,通过变频器控制电机转速来改变流量,实现压力变化;3)变量泵的输出由致动器控制,以调节系统压力。种方法通常用于普通液压回路。然而,对于本文讨论的液压系统,由于加工孔径不同,压力变化范围很大(6~14 M Pa)。例如加工小孔径时,压力要求达到13—1
了解详情现有的金属加工中心一般都配有刀具冷却系统,通常通过从主轴中心排水并在主轴处增加排屑口来冷却刀具。工具冷却系统还包括冷却水循环系统,其通过冷却水过滤装置过滤回收的冷却液,然后使用它。现在常用的冷却水过滤装置是纸带过滤器,虽然过滤效果好,但是结构复杂,体积庞大,占用空间大,给机床的整体布局带来一定的困难
了解详情加工中心结构复杂,大部分问题可以通过调试软件,重新编写合适的加工路径和方案来解决。但是加工中心对于加工部分的故障必须进行拆卸维修,工作的难易程度差别很大。在加工中心的故障中,主轴问题尤为常见且难以处理,其主要故障有:换刀故障、准停故障和定位故障。准停故障,加工中心的一大功能就是主轴的定向准停。该功能
了解详情
